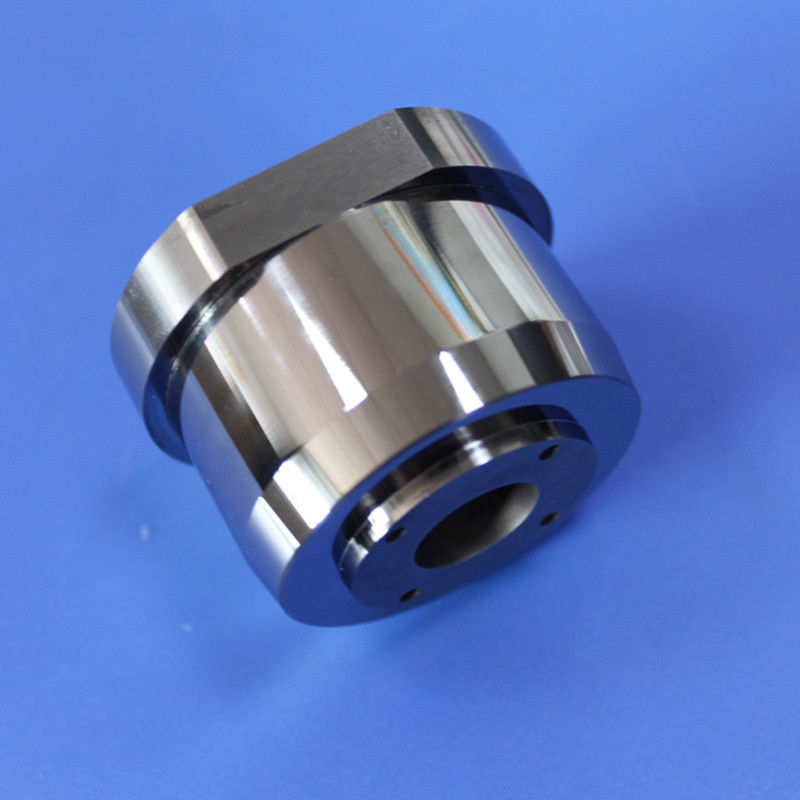
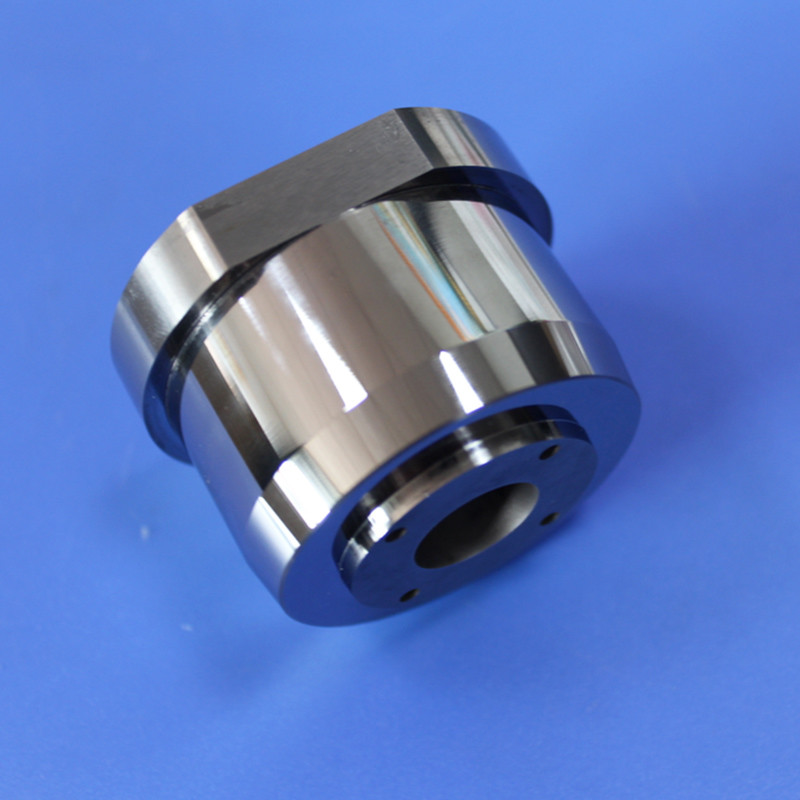
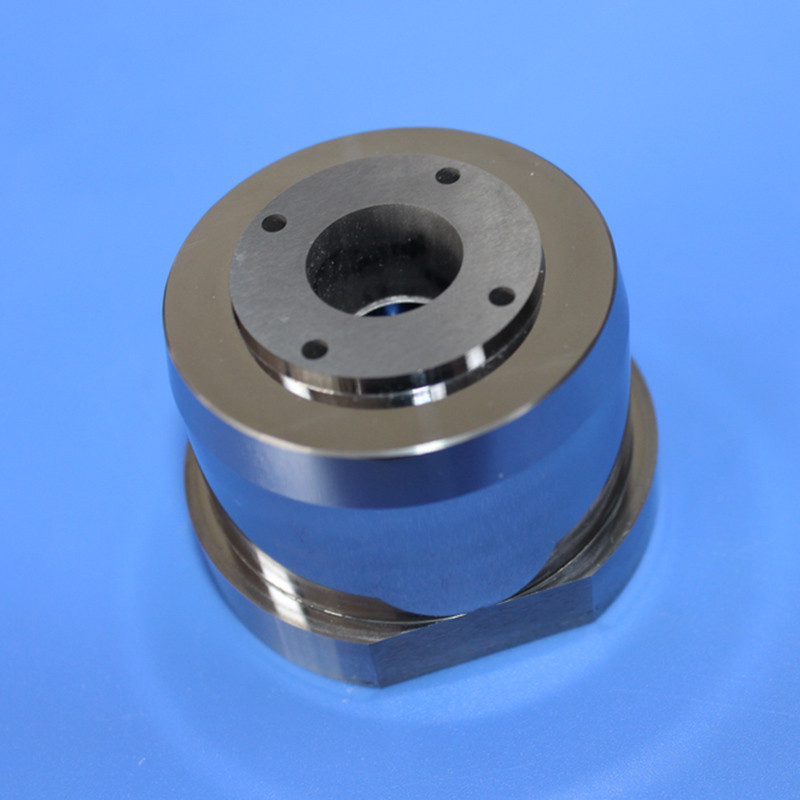
Núcleo de molde de carburo não magnético de qualidade superior com material fixo de tungstênio
Um núcleo de molde de aço de tungstênio, também conhecido como núcleo de matriz de carburo de tungstênio, é um componente de joalharia altamente durável e resistente ao desgaste fabricado por combinação de carburo de tungstênio com um aglutinante metálico,com um diâmetro não superior a 50 mm,.
Composição do material
As ligas de níquel de tungstênio normalmente contêm uma alta porcentagem de tungstênio (90-97%) e níquel (3-10%), com possíveis adições de ferro ou cobre para melhorar propriedades específicas.
Propriedades materiais
Esta liga oferece alta densidade, excelente condutividade térmica e elétrica e boa resistência à corrosão, tornando-a ideal para componentes pesados que operam em condições adversas.
Propósito da aplicação
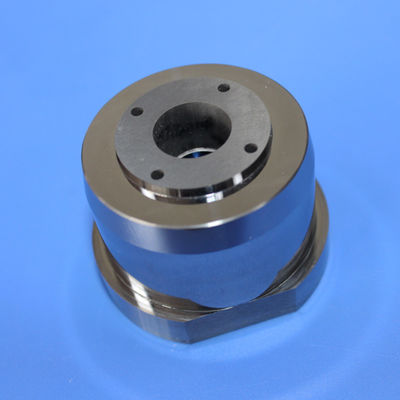
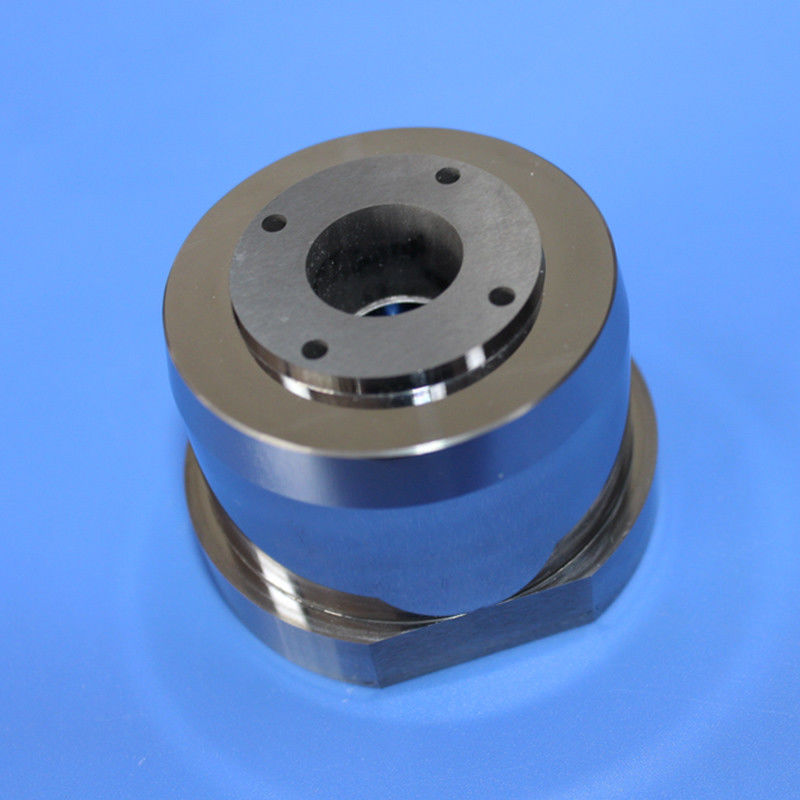
Estes espaços em branco servem como materiais de partida para a fabricação de cavidades de rotor em componentes críticos para motores rotativos, turbinas, bombas e compressores.Os espaços vazios da cavidade do rotor de liga de níquel de tungstênio garantem a robustez, fiabilidade e longevidade em conjuntos de rotores de alto desempenho, contribuindo para máquinas eficientes e duráveis.
Características do produto
Processos de moldagem pré-fabricados
Este processo utiliza moldes pré-projetados para criar componentes com as formas e características desejadas,permitindo uma produção eficiente e rentável através da formação direta de elementos como o projeto de três buracos.
Redução de custos
A moldagem pré-fabricada minimiza ou elimina operações de usinagem adicionais, reduzindo os custos de produção, economizando tempo, mão-de-obra,e materiais associados a processos secundários, como perfuração ou moagem.
Flexibilidade do projeto
O processo permite a produção de peças de diversas formas, tamanhos, dimensões, dimensões e tamanhos.e funcionalidades.
Maior eficiência
Os moldes pré-projetados garantem uma replicação consistente e precisa das características em várias peças de trabalho, mantendo padrões de qualidade, reduzindo erros e melhorando a eficiência geral da produção.
Considerações materiais
A seleção de materiais é fundamental para a compatibilidade com as técnicas de moldagem e atender aos requisitos finais da peça.
Adaptabilidade ao processo
A moldagem pré-fabricada adapta-se a vários métodos de fabricação, incluindo moldagem por injeção, fundição ou extrusão, dependendo do material, da complexidade do projeto, do volume de produção e das considerações de custo.
Controle de qualidade
Apesar das vantagens de custo, medidas abrangentes de controlo da qualidade, incluindo inspecções regulares, verificações de dimensões,e testes de materiais garantem que as peças de trabalho fabricadas cumpram as especificações e padrões exigidos.
Parâmetros técnicos
| Grau |
Densidade (g/cm3) |
Resistência à dobra (TRS) |
Dureza (HRA ou HV) |
Porosidade |
Desempenho e aplicação |
| SXL03 |
14.95-15.11
15.15-15.35 |
1130-1300 |
91.5 |
|
Boa resistência ao desgaste; utilizado para moldes de desenho de pequenas dimensões |
| SXL06 |
14.88 a 15.04
14.85-15.05
14.0-14.95 |
1530-1550
1580 |
89.5 |
2.0-1.6 |
Boa resistência ao desgaste; utilizado para desenho de moldes de aço (≤ 20 mm) e de metais carburo/não ferrosos (≤ 35 mm) |
| SXL08 |
14.65-14.85
14.65-14.85 |
1840 a 2100 |
89.0 |
2.0-1.6 |
Boa dureza e resistência ao desgaste; utilizado para desenhar moldes de aço (≤ 50 mm) e de metais carburo/não ferrosos (≤ 30 mm) |
| SXL30 |
14.29-14.49 |
1910 |
HV:1210 |
|
Excelente resistência e tenacidade; utilizado para desenhar moldes para tubos e hastes de peças de trabalho |
| SXL50 |
13.86-14.06
13.95-14.15 |
2060-2220 |
86.5 |
|
Excelente resistência e dureza; utilizado para desenhar moldes para tubos, hastes e chapas de peças de trabalho |


 Por favor verifique seu email!
Por favor verifique seu email!